



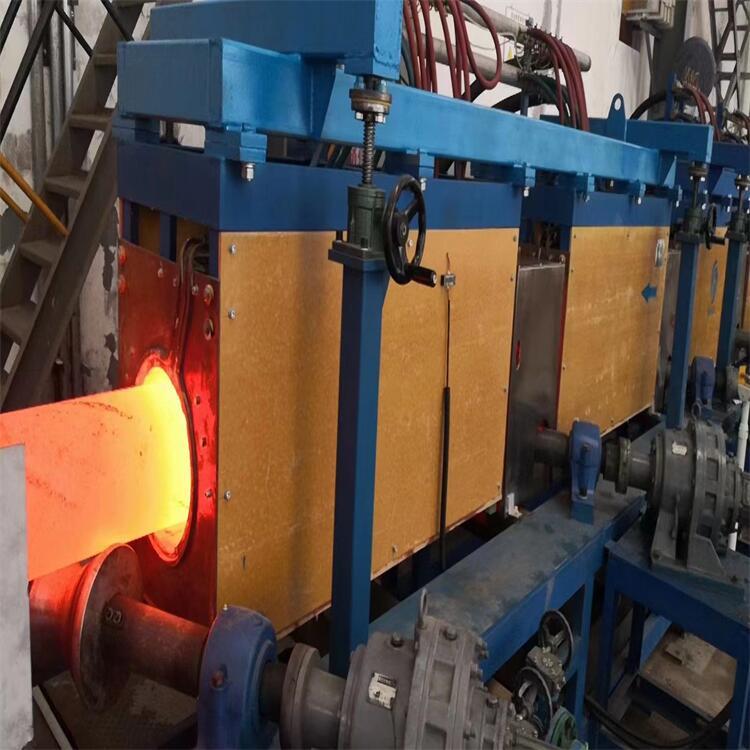
鋼棒調質爐工藝流程:原棒料檢驗——下料——修磨下料毛刺——耐磨鋼(gāng)棒感應爐---調(diào)直----淬火(huǒ)處理——回火(huǒ)處理——檢測——包裝
鋼(gāng)棒調質爐加熱目的:鋼廠軋製的圓鋼,因其硬度很低(dī),隻有12-25HR;圓鋼內部應力沒有解除(極易斷棒且不耐(nài)磨);圓鋼內部組織疏鬆不嚴密(mì)等等。正因以上這些(xiē)缺陷,圓(yuán)鋼用作磨棒會出現磨(mó)耗很大,容易出現彎曲、斷裂、纏繞、兩頭尖細、產量低、達不到預期合格率、後續磁選環節工(gōng)作量大等問題。因此,通過(guò)研磨鋼棒調質爐加熱調質後的鋼棒解除了內應力、不斷棒、直線度好不彎棒、不會(huì)兩頭尖細。耐磨性(xìng)能好(hǎo),可以為用戶(hù)節約大量成本。
鋼(gāng)棒(bàng)調質爐特點:● 供電係統:淬火160KW-1000KW/0.5-4KHz,回火100KW-600KW/0.5-2.5KHz,小時產量0.5-3.5噸,適用範圍ø20-ø120。● 淬火(huǒ)冷卻係統:生產(chǎn)線具備“間斷淬(cuì)火”功能(néng),控製誤差不大於3mm。● 回火感應爐:回火感應爐同感(gǎn)應加熱爐效果一樣,電爐采用定製而成,經過淬火冷卻後進入回火感應爐,得到更完美的金屬工件組織。● 輸送(sòng)輥道:輥道軸線與(yǔ)工件軸線(xiàn)成夾(jiá)角18~21°,工件(jiàn)一邊自轉,一邊勻速進給,使加熱更均勻,爐體間輥道采用304。無磁不鏽鋼並水冷,其它部位輥道45號鋼(gāng)製造並表麵淬火。● 輥道分組(zǔ):進(jìn)料組、感應器組及出料組各自獨立控製,有(yǒu)利於連續加熱而不至於工件之(zhī)間產生間隙(xì)。● 溫度閉環控製:淬火及回火均采用美國雷泰紅外測溫儀並(bìng)與德國西門子S7組成閉環控製係統,精確控溫。● 工控機係(xì)統:實時(shí)顯示當時工作參數的狀態,工件參數記憶、存儲、打印(yìn)、故障顯示、報(bào)警等功能。●能量轉換:采用淬(cuì)火後自回火方式,噸耗電360~400度。






